


PRODUCTION CAPACITY
Driven By Innovation




The concept that creating value for others is the only way to make oneself valuable is highly
embedded in ANECO's culture. With chemical synthesis, enzyme engineering, fermentation
engineering,
synthetic biology, cell engineering, pharmacology and other advanced technologies as the
production
guarantee.
ANECO cooperates with the most professional players in various parts of the supply
chain
such as mechanism research, safety efficacy, laws and regulations, channels, etc., and joins
forces
to add value to the whole value chain, thus forming its most unique core competitiveness.
Meanwhile,
ANECO has blazed a trail of green chemistry to protect natural resources, reduces environmental
pollution and its carbon footprint.
The concept that creating value for others is the only way to make oneself valuable is highly
embedded in ANECO's culture. With chemical synthesis, enzyme engineering, fermentation
engineering,
synthetic biology, cell engineering, pharmacology and other advanced technologies as the
production
guarantee.
ANECO cooperates with the most professional players in various parts of the supply
chain
such as mechanism research, safety efficacy, laws and regulations, channels, etc., and joins
forces
to add value to the whole value chain, thus forming its most unique core competitiveness.
Meanwhile,
ANECO has blazed a trail of green chemistry to protect natural resources, reduces environmental
pollution and its carbon footprint.

Certified to ISO 9001 and GMP, ensuring top quality, safety, and transparency

Committed to reducing carbon footprint and embracing environmental responsibility

Focused on team safety with ongoing training and risk awareness
51,000 ㎡ total area, 86 reactors of different specifications, complete post-processing equipment, 6 distillation columns, 7 high-capacity storage tanks.
m2
m3


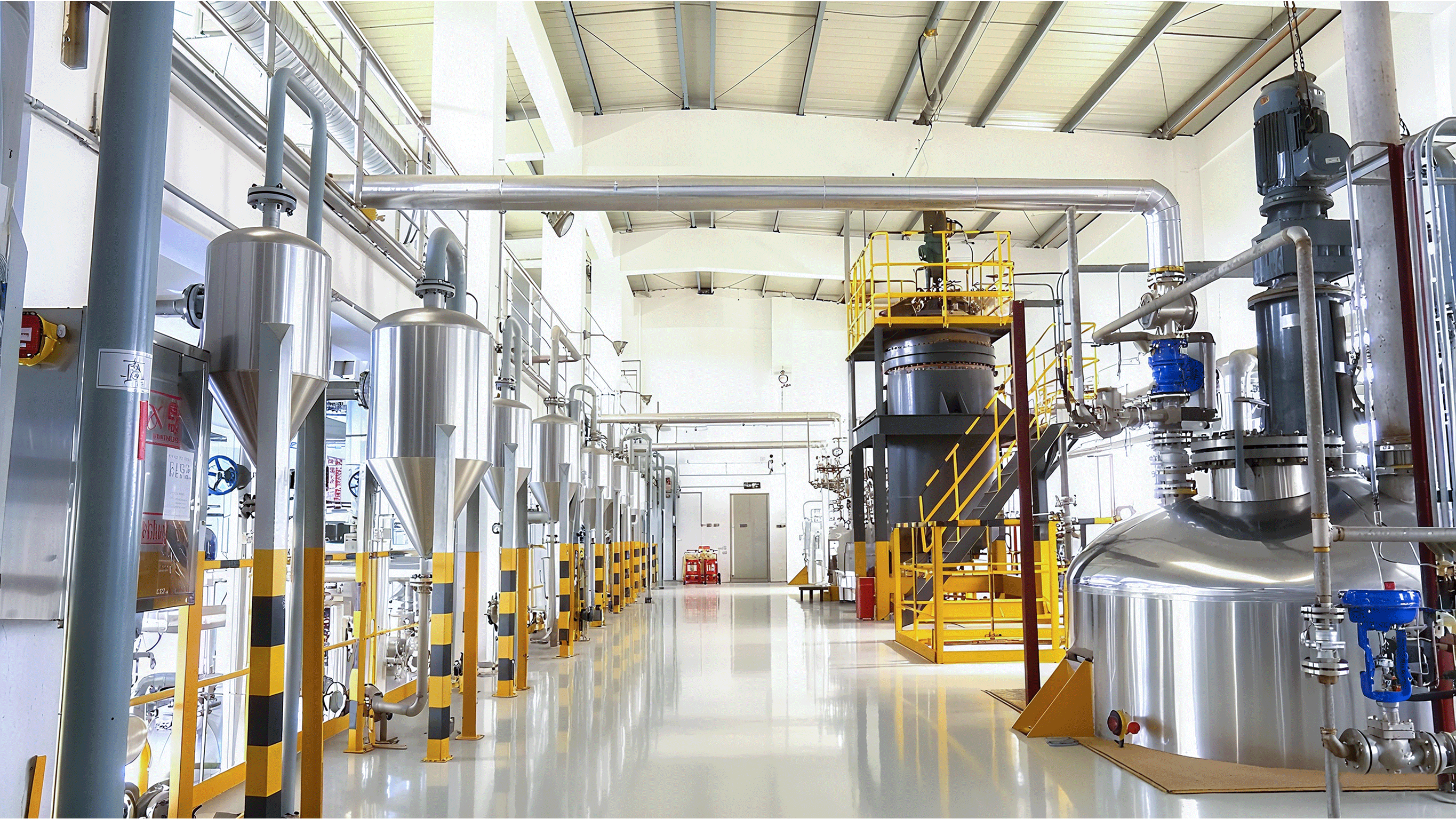
The multifunctional Class A workshop is equipped with 20 reaction kettles ranging from 2000 to 3000L in capacity, capable of simultaneously handling different types of reactive production. Additionally, it is furnished with 4 high-tower distillation columns to achieve separation and purification of multiple components.
20
4

The multifunctional Class A workshop is equipped with 38 reaction kettles ranging from 3000 to 5000L in capacity.
38

The comprehensive building is equipped with a small-scale laboratory platform featuring experiment benches, reaction kettles, and ventilation equipment; an inspection platform with analytical instruments; fire safety measures including chemical storage, chemical waste disposal, explosion-proof equipment, and safety protection facilities; as well as an integrated digital management and control platform.

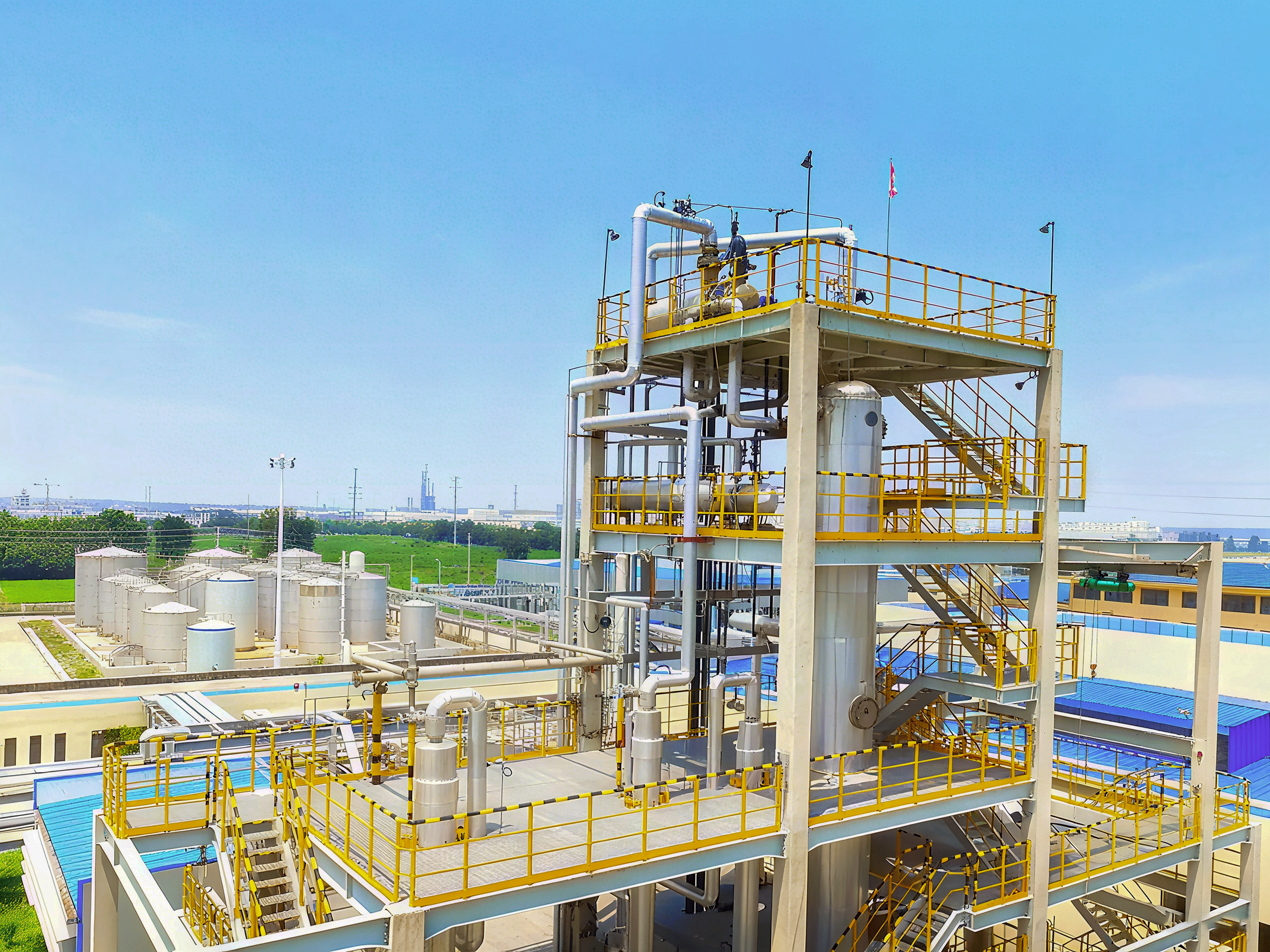
The Yangzhou production base primarily manufactures mild surfactant products, with an annual production capacity of 60,000 tonnes, ranking among the world's largest in terms of production scale.
60000 tonnes
The facility integrates research, pilot-scale testing and production, employing cutting-edge manufacturing processes. It has established a scientific, rigorous and comprehensive quality control system, achieving certification to GB/T 19001-2016 / ISO 9001:2015 Quality Management System standards in 2024.

The factory covers an area of approximately 3,000 square meters and is equipped with advanced production facilities, including four 5-ton reactors, four 3-ton reactors, and six 1-ton reactors, providing flexible capacity for multi-scale production.
In addition, the factory is equipped with two distillation towers, enabling high-purity material refining and separation to ensure consistent product quality and efficient manufacturing.
14
2

The factory covers an area of approximately 3,000 square meters and is equipped with 10 reactors, offering strong multi-batch production capability and flexible process adaptability.
With well-established equipment and standardized operating procedures, the facility ensures a stable supply of high-quality raw materials.
14
The company adheres to the production policy of survival and development through quality. It implements scientific and standardised management, strengthens enterprise operations and carries out strict quality control throughout the production process. The company possesses a perfect quality certification system and quality control capability.


We have established a comprehensive QA & QC system that spans every stage—from product design, supplier audits, and raw material inspection to in-process control, final product testing, traceability, and after-sale.


We strictly carry out high-standard testing of the entire process and system, from raw materials to intermediates and finished products. Our high-standard, comprehensive laboratory is equipped with over 20 pieces of large-scale testing equipment.



UV-Visible Spectrophotometer

HPLC

pH Meter

Tel: +86 25 6606 0698
E-mail: sales@anecochem.com
Business Hours: Mon–Fri,
09:30–12:30 & 14:00–17:30 (GMT+8)


